



MIC-200/400L 大容量目视检测机
大容量集装箱高级检测
MIC-200/400L 是由 Mic Machinery 开发的高性能视觉检测设备,适用于输液、静脉注射液和肠外营养液等大容量液体产品。该系统设计精密可靠,可提供全面的检测流程,检测大容量瓶袋中的异物、外观缺陷和密封异常。该系统旨在确保产品完整性最大化。 视觉检测机 结合先进的光学技术和机械稳定性,满足现代制药生产的严格标准。
 |
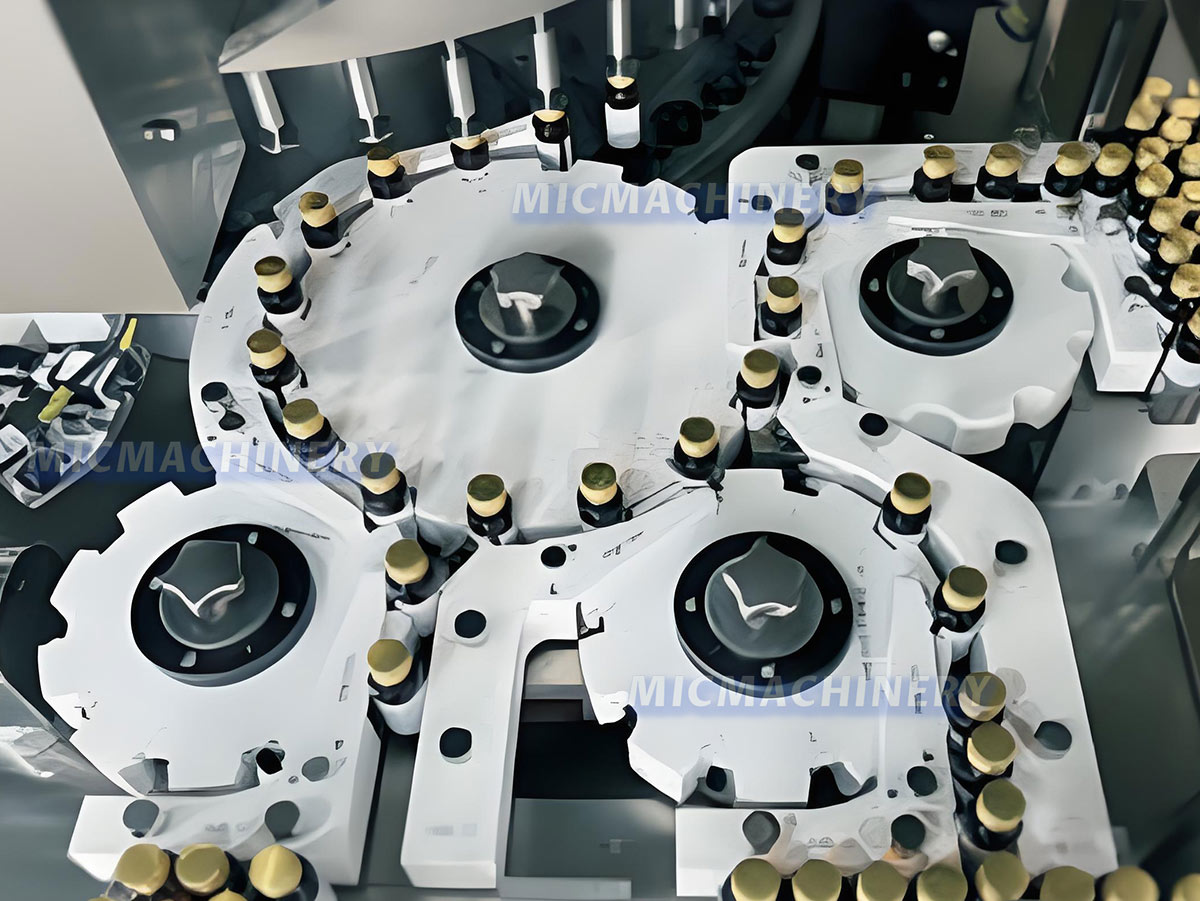
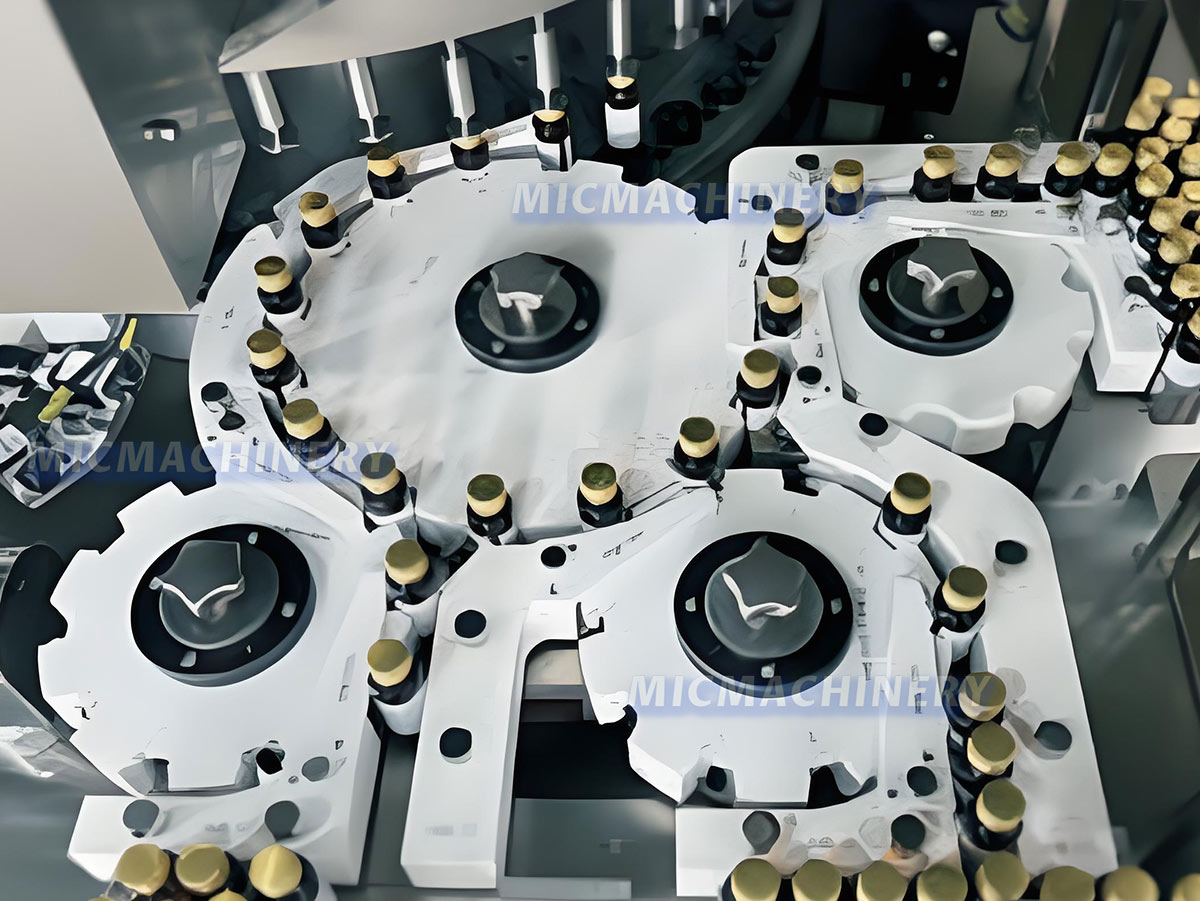
机床卡盘 视觉检测机的卡盘在检测过程中能够牢固地夹持和定位每个瓶子或容器。其精确的夹紧确保了稳定性,防止移动或旋转,从而使摄像头能够捕捉到清晰的图像并检测缺陷。这提高了检测的准确性、一致性和整体生产可靠性。 |
|
| 拒收分拣机 视觉检测机中的不合格品分拣器可自动剔除检测过程中发现的缺陷或不合格产品。它利用气流喷射、推杆或机械臂,快速将不合格品从生产线中分离出来,确保只有合格产品继续进入生产线,从而提高质量控制水平并减少人工干预。 |
 |
用于全面质量控制的智能视觉系统
MIC-200/400L 配备高分辨率摄像头和智能照明系统,通过完全集成的视觉系统检测设备平台执行自动图像分析。
主要功能包括:
· 360° 光学覆盖: 能够捕捉大型集装箱的各个侧面,没有任何盲区。
缺陷检测算法: 高精度地识别颗粒、气泡、裂缝或填充量不一致的情况。
· 实时数据处理: 确保即时反馈并自动剔除缺陷产品。
这项创新视觉系统检测设备 显著提高检测精度,降低对操作人员的依赖性,确保持续生产并获得可靠的结果。
高效率和自动化
MIC-200/400L 采用全自动工作流程,并配备自动视觉检测设备,可实现稳定、高速运行。
· 自动瓶子处理: 伺服驱动系统能够轻柔高效地管理大容量容器。
· 用户自定义检测模式: 允许针对不同容器类型和容量(200 升 - 400 升)进行定制。
· 真空和泄漏检测选项: 确保对颗粒物和密封件检测进行全面控制。
通过将光学检测与自动化相结合,这种 自动视觉检测设备 在保持稳定检测性能的同时提高生产效率,使其成为大规模制药生产线的理想选择。
人性化的设计和可靠的性能
Mic Machinery始终将易用性和长期可靠性放在首位,致力于打造卓越的视觉检测设备。MIC-200/400L配备大尺寸触摸屏界面,操控直观便捷,可快速进行调整并访问检测数据。模块化设计简化了清洁和维护,最大限度地减少了停机时间。所有检测结果均可存储和导出,确保可追溯性并符合GMP和FDA标准。
麦克机械——您在视觉检测领域的专业合作伙伴
作为值得信赖的视觉系统检测设备供应商,Mic Machinery 为各种尺寸的瓶袋提供定制化的自动化视觉检测设备解决方案。我们专业的工程团队专注于精度、耐用性和操作安全性,助力制造商实现稳定的产品质量和高效的自动化生产。MIC-200/400L 正是我们追求卓越品质的象征,它融合了智能设计、光学精度和可靠的自动化功能,适用于大批量检测应用。
| 型号 |
MIC-200L |
MIC-400L |
| 适用规格 |
50-250毫升输液 |
30-100毫升口服液 |
| 生产能力 |
≤200瓶/分钟 |
≤400瓶/分钟 |
| 整机重量 |
2500公斤 |
3800公斤 |
| 力量 |
6.5千瓦 |
11.0千瓦 |
| 尺寸 |
3780*1880*2180毫米 |
2910*2575*2350毫米 |
| 天然气消耗量 |
50立方米/小时 |
60立方米/小时 |
| 评论 |
拉杆瓶分离 |
负压瓶分离 |
Please feel free to let us know if you need any help, we will provide a professional guidance for you! Contact Us